Бесшвовыя сталёвыя трубы - гэта круглыя, квадратныя, прастакутныя сталёвыя трубы з полым сячэннем і без швоў вакол іх. Бесшвовыя сталёвыя трубы вырабляюцца з зліткаў або суцэльных нарыхтовак, перфараваных у капілярныя трубкі, а затым гарачакатаных, халоднакатаных або халоднацягнутых.
Бясшвовыя сталёвыя трубы з полым сячэннем, вялікая колькасць труб, якія выкарыстоўваюцца для транспарціроўкі вадкасцей, адначасова маюць трываласць на выгіб і скрут. Параўноўваючы сталёвыя трубы з круглай сталлю і іншымі цвёрдымі сталямі, сталёвыя трубы маюць невялікую вагу, з'яўляюцца эканамічным сячэннем сталі і шырока выкарыстоўваюцца ў вытворчасці канструкцыйных дэталяў і механічных дэталяў, такіх як сталёвыя рыштаванні для нафтавых свідравін.
Вытворчасць бясшвовых сталёвых труб мае амаль 100-гадовую гісторыю. Нямецкія браты Манісман упершыню вынайшлі двухвалковы пракатны штамп у 1885 годзе, затым у 1891 годзе вынайшлі перыядычную трубапракатную машыну, а швейцарец Р.К. Штыфель у 1903 годзе вынайшаў аўтаматычную трубапракатную машыну (таксама вядомую як верхняя трубапракатная машына), і розныя падаўжальныя машыны, такія як машына бесперапыннай трубапракаткі і машына для праштурхоўвання труб, пачалі фармаваць сучасную прамысловасць бясшвовых сталёвых труб. У 1930-х гадах быў укаранёны трохвалковы трубапракатны стан.
Экструзійны прэс і перыядычны стан халоднай пракаткі паляпшаюць разнастайнасць і якасць сталёвых труб. У 1960-х гадах, дзякуючы ўдасканаленню трубаправодных станоў бесперапыннай пракаткі, з'яўленню трохвалковых прабівальнікаў, асабліва поспеху прымянення машыны для зніжэння напружання і бесперапыннага ліцця загатоўкі, палепшылася эфектыўнасць вытворчасці і павысілася канкурэнтаздольнасць бясшвовых і зварных труб.

У 1970-х гадах бясшвовыя і зварныя трубы не адстаюць адна ад адной, і сусветная вытворчасць сталёвых труб павялічваецца больш чым на 5% у год. З 1953 года Кітай надае вялікае значэнне развіццю прамысловасці бясшвовых сталёвых труб і першапачаткова стварыў вытворчую сістэму для пракаткі розных вялікіх, сярэдніх і малых труб. У цэлым, медныя трубы таксама выкарыстоўваюць працэс папярочнай пракаткі і перфарацыі нарыхтовак, пракаткі труб у трубаправодзе і валачэння рулонаў.
Прыкладаннеі класіфікацыя бясшвовых сталёвых труб
Ужыванне: Бясшвовыя сталёвыя трубы - гэта від эканамічна эфектыўных профільных сталей, якія займаюць вельмі важнае месца ў нацыянальнай эканоміцы і шырока выкарыстоўваюцца ў нафтавай, хімічнай прамысловасці, катлах, электрастанцыях, суднах, машынабудаванні, аўтамабільнай, авіяцыйнай, аэракасмічнай, энергетычнай, геалагічнай, будаўнічай і ваеннай галінах.
Класіфікацыя:
(1) Па форме сячэння падзяляюцца на: трубы круглага сячэння, трубы спецыяльнага сячэння
(2) у залежнасці ад матэрыялу: труба з вугляродзістай сталі, труба з легаванай сталі, труба з нержавеючай сталі, кампазітная труба
(3) Па тыпу падлучэння: разьбовае злучэнне трубы, зварка трубы
(4) Па спосабе вытворчасці: трубы гарачай пракаткі (экструзія, верхні пласт, пашырэнне), трубы халоднай пракаткі (цяганне).
(5) Па прызначэнні: труба для катла, труба для нафтавых свідравін, трубаправодная труба, канструкцыйная труба, труба для ўгнаенняў.
Працэс вытворчасці бясшвовых сталёвых труб
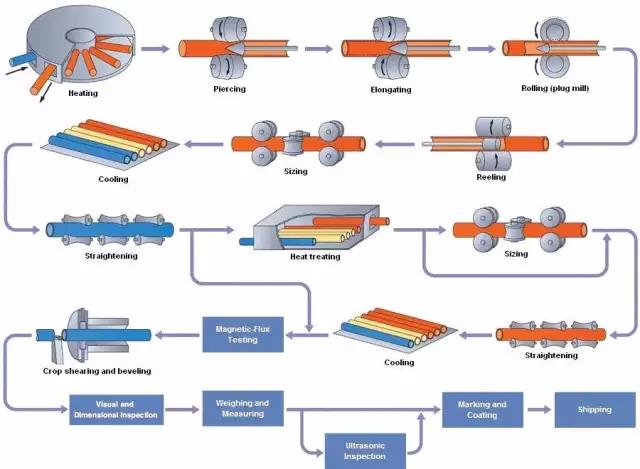
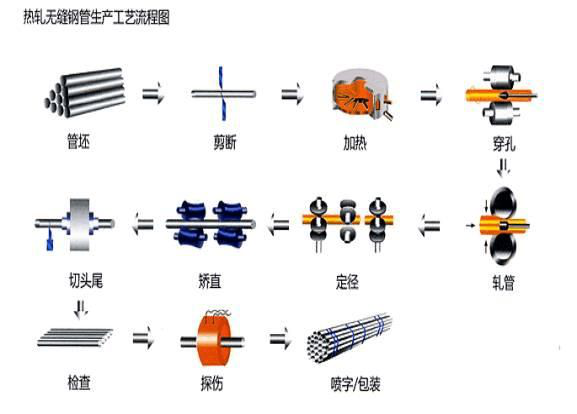
Асноўны працэс вытворчасці гарачакатаных бясшвовых сталёвых труб (асноўны працэс кантролю):
Падрыхтоўка і праверка трубнай нарыхтоўкі → нагрэў трубнай нарыхтоўкі → перфарацыя → пракатка трубы → паўторны нагрэў пустой трубы → фіксацыя (памяншэнне) дыяметра → тэрмічная апрацоўка → выпраўленне гатовай трубы → аздабленне → кантроль (неразбуральны, фізічны і хімічны, станцыйны кантроль) → складское захоўванне
(2) Працэс вытворчасці бясшвовых сталёвых труб халоднай пракаткі (валачэння)
Падрыхтоўка нарыхтоўкі → тручэнне і змазка → халодная пракатка (валачэнне) → тэрмічная апрацоўка → праўка → аздабленне → кантроль
Блок-схема вытворчага працэсу гарачакатаных бясшвовых сталёвых труб выглядае наступным чынам:
Час публікацыі: 12 лістапада 2020 г.




