সিমলেস স্টিল টিউব হলো গোলাকার, বর্গাকার বা আয়তাকার ইস্পাতের তৈরি একটি টিউব, যার ভেতরের অংশ ফাঁপা এবং চারপাশে কোনো জোড় থাকে না। সিমলেস স্টিল টিউবগুলো ইনগট বা নিরেট বিলেট থেকে তৈরি করা হয়, যেগুলোকে ছিদ্র করে কৈশিক নলে পরিণত করা হয় এবং তারপর হট রোলিং, কোল্ড রোলিং বা কোল্ড ড্রয়িং করা হয়।
ফাঁপা অংশের সিমলেস স্টিল পাইপ, যা তরল পরিবহনের জন্য প্রচুর পরিমাণে ব্যবহৃত হয়, একই সাথে নমন এবং মোচড় প্রতিরোধ ক্ষমতা সম্পন্ন। গোলাকার স্টিল এবং অন্যান্য নিরেট স্টিলের সাথে তুলনা করলে, এই স্টিল পাইপের ওজন হালকা এবং এটি এক ধরনের সাশ্রয়ী স্টিলের সেকশন, যা কাঠামোগত ও যান্ত্রিক অংশ, যেমন তেল খননের স্টিল স্ক্যাফোল্ডিং তৈরিতে ব্যাপকভাবে ব্যবহৃত হয়।
সিমলেস স্টিল টিউব উৎপাদনের ইতিহাস প্রায় ১০০ বছরের। জার্মান ম্যানিসম্যান ভ্রাতৃদ্বয় ১৮৮৫ সালে সর্বপ্রথম টু-রোল ক্রস-রোলিং পাঞ্চ আবিষ্কার করেন, এরপর ১৮৯১ সালে পিরিয়ডিক পাইপ রোলিং মেশিন আবিষ্কার করেন এবং সুইস আরসি স্টিফেল ১৯০৩ সালে অটোমেটিক পাইপ রোলিং মেশিন (যা টপ পাইপ রোলিং মেশিন নামেও পরিচিত) আবিষ্কার করে। এছাড়া কন্টিনিউয়াস পাইপ রোলিং মেশিন এবং পাইপ পুশিং মেশিনের মতো বিভিন্ন এক্সটেনশন মেশিন আধুনিক সিমলেস স্টিল টিউব শিল্প গঠনে ভূমিকা রাখে। ১৯৩০-এর দশকে থ্রি-রোল পাইপ মিল ব্যবহার শুরু হয়।
এক্সট্রুশন প্রেস এবং পিরিয়ডিক কোল্ড রোলিং মিল ইস্পাতের নলের বৈচিত্র্য ও গুণমান উন্নত করে। ১৯৬০-এর দশকে, কন্টিনিউয়াস রোলিং পাইপ মিলের উন্নতি এবং থ্রি-রোল পাঞ্চের আবির্ভাবের ফলে, বিশেষত টেনশন রিডিউসিং মেশিন ও কন্টিনিউয়াস কাস্টিং বিলেটের সফল প্রয়োগের ফলে, সিমলেস পাইপ এবং ওয়েল্ডেড পাইপের উৎপাদন দক্ষতা বৃদ্ধি পেয়েছে এবং প্রতিযোগিতামূলক ক্ষমতা বেড়েছে।

১৯৭০-এর দশকে, সিমলেস পাইপ এবং ওয়েল্ডেড পাইপ একে অপরের সাথে তাল মিলিয়ে চলছিল এবং বিশ্বের ইস্পাত পাইপ উৎপাদন বছরে ৫%-এর বেশি হারে বৃদ্ধি পাচ্ছিল। ১৯৫৩ সাল থেকে, চীন সিমলেস ইস্পাত টিউব শিল্পের উন্নয়নে অত্যন্ত গুরুত্ব দিয়ে আসছে এবং প্রাথমিকভাবে বিভিন্ন বড়, মাঝারি ও ছোট পাইপ রোলিং করার জন্য একটি উৎপাদন ব্যবস্থা গড়ে তুলেছে। সাধারণত, তামার পাইপ তৈরিতেও বিলেট ক্রস রোলিং ও পারফোরেশন, পাইপ মিল রোলিং এবং কয়েল ড্রয়িং প্রক্রিয়াগুলো অবলম্বন করা হয়।
আবেদনবিজোড় ইস্পাত নলের শ্রেণিবিন্যাস
প্রয়োগ: সিমলেস স্টিল টিউব এক প্রকার সাশ্রয়ী সেকশন স্টিল, যা জাতীয় অর্থনীতিতে একটি অত্যন্ত গুরুত্বপূর্ণ স্থান অধিকার করে আছে এবং পেট্রোলিয়াম, রাসায়নিক শিল্প, বয়লার, বিদ্যুৎ কেন্দ্র, জাহাজ, যন্ত্রপাতি উৎপাদন, অটোমোবাইল, বিমান, মহাকাশ, শক্তি, ভূতত্ত্ব, নির্মাণ এবং সামরিক খাতে ব্যাপকভাবে ব্যবহৃত হয়।
শ্রেণীবিভাগ:
(1) প্রস্থচ্ছেদের আকৃতি অনুসারে বিভক্ত করা হয়: বৃত্তাকার প্রস্থচ্ছেদের নল, বিশেষ আকৃতির প্রস্থচ্ছেদের নল
(2) উপাদান অনুসারে: কার্বন ইস্পাত পাইপ, সংকর ইস্পাত পাইপ, স্টেইনলেস স্টিল পাইপ, যৌগিক পাইপ
(3) সংযোগ পদ্ধতি অনুসারে: প্যাঁচযুক্ত সংযোগ পাইপ, ঝালাই পাইপ
(4) উৎপাদন পদ্ধতি অনুসারে: হট রোলিং (এক্সট্রুশন, টপ, এক্সপ্যানশন) পাইপ, কোল্ড রোলিং (পুল) পাইপ
(5) ব্যবহার অনুসারে: বয়লার পাইপ, তেল কূপের পাইপ, পাইপলাইন পাইপ, কাঠামোগত পাইপ, সারের পাইপ।
বিজোড় ইস্পাত টিউব উৎপাদন প্রক্রিয়া
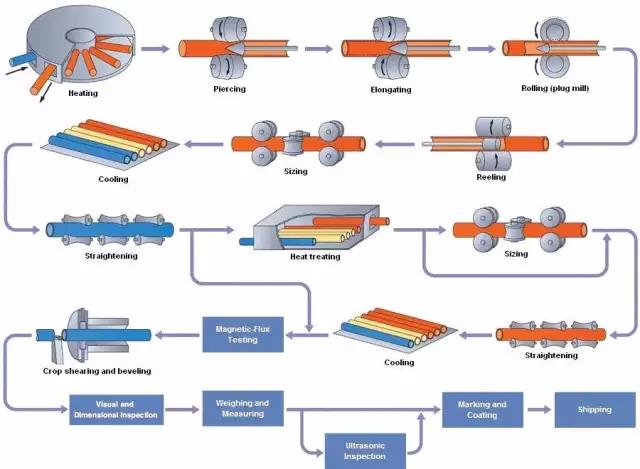
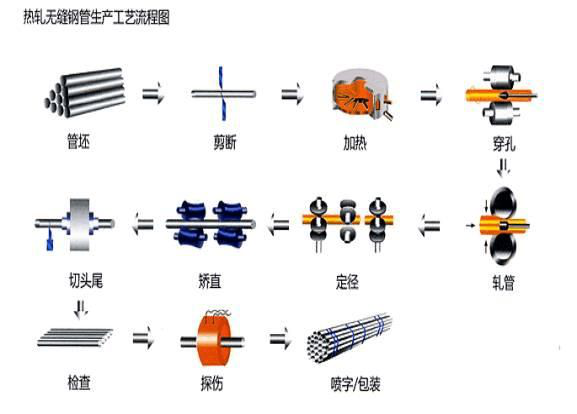
হট-রোল্ড সিমলেস স্টিল টিউবের প্রধান উৎপাদন প্রক্রিয়া (প্রধান পরিদর্শন প্রক্রিয়া):
পাইপ বিলেট প্রস্তুতকরণ ও পরিদর্শন → পাইপ বিলেট উত্তপ্তকরণ → ছিদ্রকরণ → পাইপ রোলিং → খালি পাইপ পুনরায় উত্তপ্তকরণ → ব্যাস স্থিরকরণ (হ্রাস) → তাপীয় প্রক্রিয়াকরণ → প্রস্তুতকৃত পাইপ সোজাকরণ → ফিনিশিং → পরিদর্শন (অক্ষত, ভৌত ও রাসায়নিক, স্টেশন পরিদর্শন) → গুদামজাতকরণ
(2) কোল্ড রোলিং (ড্রয়িং) বিজোড় ইস্পাত পাইপ উৎপাদন প্রক্রিয়া
বিলেট প্রস্তুতি → পিকলিং ও লুব্রিকেশন → কোল্ড রোলিং (ড্রয়িং) → হিট ট্রিটমেন্ট → স্ট্রেটেনিং → ফিনিশিং → পরিদর্শন
হট-রোল্ড সিমলেস স্টিল টিউবের উৎপাদন প্রক্রিয়ার ফ্লো চার্টটি নিম্নরূপ:
পোস্টের সময়: ১২ নভেম্বর, ২০২০




