Nahtlos Stolröhrchen sinn e ronnen, quadrateschen, rechteckege Stol mat engem huelem Profil a kenge Nähten ronderëm. Nahtlos Stolröhrchen ginn aus Barren oder massive Billets gemaach, déi a Kapillarröhrchen perforéiert sinn an dann waarm gewalzt, kal gewalzt oder kal gezunn ginn.
Nahtlos Stolrohr mat hueler Sektioun, eng grouss Zuel vu Päifen déi fir den Transport vu Flëssegkeeten benotzt ginn, an der Bieg- a Torsiounsstäerkt zur selwechter Zäit, am Verglach mat Ronnstol an anerem massivem Stol. Stolrohr ass liicht an ass eng Zort wirtschaftlech Stolsektioun, wäit verbreet bei der Fabrikatioun vu Strukturdeeler a mechaneschen Deeler, wéi zum Beispill Stolgerüst fir Uelegbuerungen.
D'Produktioun vu nahtlose Stolrohren huet eng Geschicht vu bal 100 Joer. Déi däitsch Bridder Manismann hunn 1885 fir d'éischt de Kräizwalzstanz mat zwou Rollen erfonnt, duerno 1891 d'periodesch Päifwalzmaschinn, an de Schwäizer RCStiefel huet 1903 déi automatesch Päifwalzmaschinn (och bekannt als Top-Päifwalzmaschinn) erfonnt, a verschidde Verlängerungsmaschinnen, wéi d'kontinuéierlech Päifwalzmaschinn an d'Päifdréckmaschinn, hunn ugefaang déi modern nahtlos Stolrohrindustrie ze bilden. An den 1930er Joren gouf d'Dräi-Walz-Päifmillen agefouert.
Extrusiounspressen a periodesch Kaltwalzwierker verbesseren d'Varietéit a Qualitéit vu Stolréier. An den 1960er Joren, wéinst der Verbesserung vun der kontinuéierlecher Walzwierk fir Päifen, huet d'Entstoe vum Dräi-Walz-Stanzmaschinn, besonnesch den Erfolleg vun der Uwendung vun der Spannungsreduktiounsmaschinn a kontinuéierlecher Gossmaschinn, d'Produktiounseffizienz verbessert an d'Kompetitivitéit vu nahtlose Päifen a geschweesste Päifen erhéicht.

An den 1970er Joren hunn nahtlos Päifen a geschweesste Päifen matenee Schrëtt gehalen, an d'Weltproduktioun vu Stolpäifen klëmmt ëm méi wéi 5% pro Joer. Zënter 1953 leet China grouss Bedeitung op d'Entwécklung vun der nahtloser Stolrohrindustrie a schaaft ufanks e Produktiounssystem fir d'Walzen vu verschiddene groussen, mëttleren a klenge Päifen. Am Allgemengen adoptéiert d'Kupferpäif och de Prozess vun der Kräizwalzung a Perforatioun vu Billetpäifen, Päifwalzung a Spiralzéihen.
Applikatiouna Klassifikatioun vun nahtlosen Stahlréier
Uwendung: Nahtlos Stolröhrchen sinn eng Zort wirtschaftlech Sektiounsstol, déi eng ganz wichteg Positioun an der nationaler Wirtschaft huet, wäit verbreet an der Pëtrolsindustrie, der chemescher Industrie, Kessel, Kraaftwierk, Schëffer, Maschinnebau, Automobilindustrie, Loftfaart, Raumfaart, Energie, Geologie, Bau a Militärsektor.
Klassifikatioun:
(1) No der Form vun der Sektioun opgedeelt an: Ronnsektiounsrouer, speziell geformte Sektiounsrouer
(2) jee no Material: Kuelestolrohr, Legierungsstolrohr, Edelstolrohr, Kompositrohr
(3) Jee no der Verbindungsmethod: Gewënnverbindungsrohr, Schweessrohr
(4) Jee no Produktiounsmodus: waarmwalzend (Extrusioun, Top, Expansioun) Päif, kalwalzend (Zuch) Päif
(5) Jee no der Benotzung: Kesselrohr, Uelegbuerrohr, Pipelinerohr, Strukturrohr, Düngerrohr.
Prozess vun der Produktioun vu nahtlose Stolrohren
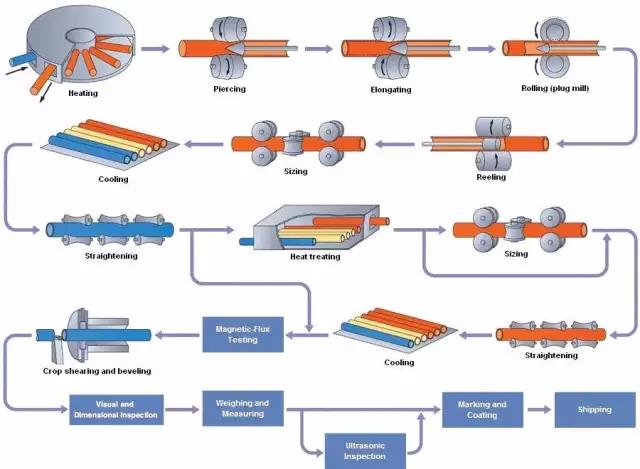
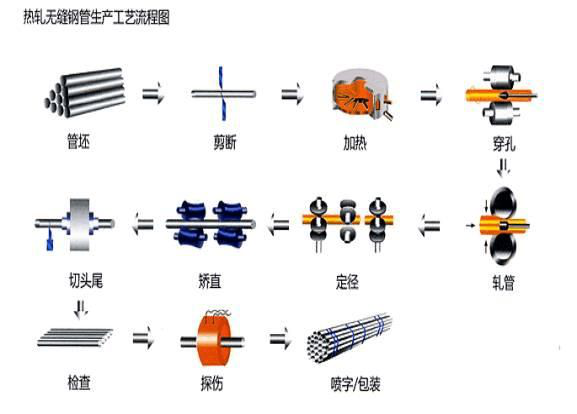
Haaptproduktiounsprozess vu waarmgewalztem nahtlosem Stahlrohr (Haaptinspektiounsprozess):
Virbereedung an Inspektioun vu Päifstécker → Erhëtzen vu Päifstécker → Perforéieren → Walzen vu Päif → Neierhëtzen vun eidele Päifen → Duerchmiesser fixéieren (reduzéieren) → Hëtztbehandlung → Glättung vu fäerdege Päifen → Veraarbechtung → Inspektioun (net-destruktiv, physesch a chemesch, Gareinspektioun) → Lagerhaltung
(2) Kaltwalzen (Zeechnen) vu nahtlose Stolrohrproduktioun
Billetvirbereedung → Beizung a Schmierung → Kaltwalzen (Zechen) → Wärmebehandlung → Glättung → Veraarbechtung → Inspektioun
De Produktiounsprozessflussdiagramm vu waarmgewalztem nahtlosem Stahlröhrchen ass wéi follegt:
Zäitpunkt vun der Verëffentlechung: 12. November 2020




