უნაკერო ფოლადის მილი არის მრგვალი, კვადრატული, მართკუთხა ფოლადი ღრუ კვეთით და მის გარშემო ნაკერების გარეშე. უნაკერო ფოლადის მილები მზადდება ზოდებისგან ან მყარი ნაჭრებისგან, რომლებიც პერფორირებულია კაპილარულ მილებში და შემდეგ ცხელი, ცივი ან ცივი დაჭიმულია.
უნაკერო ფოლადის მილი ღრუ კვეთით, დიდი რაოდენობით მილებით, რომლებიც გამოიყენება სითხეების გადასატანად, მოხრისა და ბრუნვის სიმტკიცით, ამავე დროს, ფოლადის მილის შედარება მრგვალ ფოლადთან და სხვა მყარ ფოლადთან. ფოლადის მილი მსუბუქია, წარმოადგენს ფოლადის ეკონომიურ კვეთას, ფართოდ გამოიყენება სტრუქტურული და მექანიკური ნაწილების წარმოებაში, როგორიცაა ნავთობის საბურღი ფოლადის ხარაჩოები.
უნაკერო ფოლადის მილების წარმოებას თითქმის 100 წლიანი ისტორია აქვს. გერმანელმა ძმებმა მანისმანებმა პირველად 1885 წელს გამოიგონეს ორრულაიანი ჯვარედინი გლინვის სახვრეტი მანქანა, შემდეგ 1891 წელს პერიოდული მილების გლინვის მანქანა, ხოლო შვეიცარიელმა RCStiefel-მა 1903 წელს გამოიგონა ავტომატური მილების გლინვის მანქანა (ასევე ცნობილი როგორც ზედა მილების გლინვის მანქანა), ხოლო სხვადასხვა გამაფართოებელმა მანქანებმა, როგორიცაა უწყვეტი მილების გლინვის მანქანა და მილების ბიძგის მანქანა, დაიწყეს თანამედროვე უნაკერო ფოლადის მილების ინდუსტრიის ჩამოყალიბება. 1930-იან წლებში დანერგეს სამრულაიანი მილების წისქვილი.
ექსტრუზიული პრესა და პერიოდული ცივი გლინვადი წისქვილი აუმჯობესებენ ფოლადის მილების მრავალფეროვნებას და ხარისხს. 1960-იან წლებში, უწყვეტი გლინვადი მილსადენის წისქვილის გაუმჯობესების, სამგორგოლაჭიანი პერფორატორის გაჩენის, განსაკუთრებით დაჭიმულობის შემამცირებელი მანქანისა და უწყვეტი ჩამოსხმის ნამსხვრევების გამოყენების წარმატებამ გააუმჯობესა წარმოების ეფექტურობა და გაზარდა უნაკერო და შედუღებული მილების კონკურენტუნარიანობა.

1970-იან წლებში უნაკერო და შედუღებული მილები ერთმანეთს ფეხდაფეხ მიჰყვებოდა და მსოფლიოში ფოლადის მილების წარმოება წელიწადში 5%-ზე მეტით იზრდება. 1953 წლიდან ჩინეთმა დიდი მნიშვნელობა მიანიჭა უნაკერო ფოლადის მილების ინდუსტრიის განვითარებას და თავდაპირველად ჩამოაყალიბა სხვადასხვა დიდი, საშუალო და პატარა მილების გლინვის წარმოების სისტემა. ზოგადად, სპილენძის მილში ასევე გამოიყენება ჯვარედინი გლინვისა და პერფორაციის, მილსადენის წისქვილში გლინვისა და ხვეულის დაჭიმვის პროცესი.
აპლიკაციაუნაკერო ფოლადის მილების კლასიფიკაცია და
გამოყენება: უნაკერო ფოლადის მილი ეკონომიკური სექციის ფოლადის სახეობაა, რომელსაც ძალიან მნიშვნელოვანი ადგილი უჭირავს ეროვნულ ეკონომიკაში, ფართოდ გამოიყენება ნავთობის, ქიმიური მრეწველობის, ქვაბის, ელექტროსადგურის, გემთმშენებლობის, მანქანათმშენებლობის, საავტომობილო, ავიაციის, აერონავტიკის, ენერგეტიკის, გეოლოგიის, მშენებლობისა და სამხედრო სექტორებში.
კლასიფიკაცია:
(1) მონაკვეთის ფორმის მიხედვით იყოფა: წრიული მონაკვეთის მილი, სპეციალური ფორმის მონაკვეთის მილი
(2) მასალის მიხედვით: ნახშირბადოვანი ფოლადის მილი, შენადნობის ფოლადის მილი, უჟანგავი ფოლადის მილი, კომპოზიტური მილი
(3) შეერთების რეჟიმის მიხედვით: ხრახნიანი შეერთების მილი, შედუღების მილი
(4) წარმოების რეჟიმის მიხედვით: ცხელი გლინვა (ექსტრუზია, ზედა, გაფართოება) მილი, ცივი გლინვა (გაჭიმვა) მილი
(5) გამოყენების მიხედვით: ქვაბის მილი, ნავთობის ჭაბურღილის მილი, მილსადენის მილი, სტრუქტურული მილი, სასუქის მილი.
უნაკერო ფოლადის მილების წარმოების პროცესი
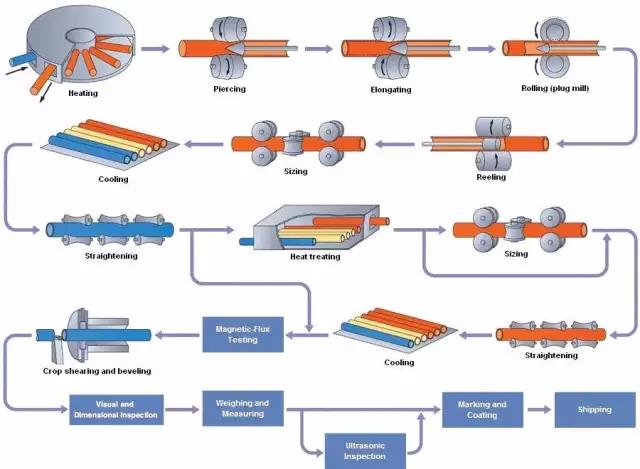
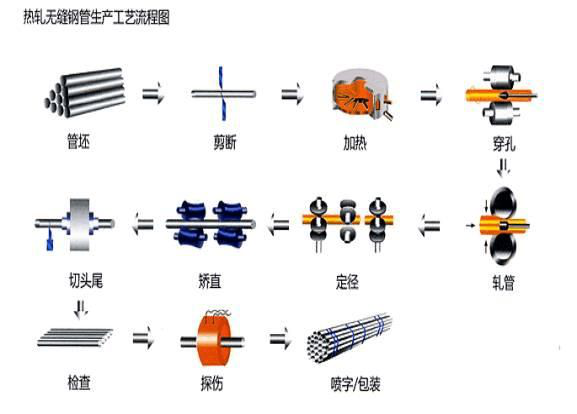
ცხელი ნაგლინი უნაკერო ფოლადის მილის ძირითადი წარმოების პროცესი (ძირითადი შემოწმების პროცესი):
მილის სამუშაო ნაწილის მომზადება და შემოწმება → მილის სამუშაო ნაწილის გაცხელება → პერფორაცია → მოძრავი მილის → ცარიელი მილის ხელახალი გაცხელება → დიამეტრის დაფიქსირება (შემცირება) → თერმული დამუშავება → დასრულებული მილის გასწორება → დასრულება → შემოწმება (არადესტრუქციული, ფიზიკური და ქიმიური, სადგურის შემოწმება) → საწყობი
(2) ცივი გლინვის (დაჭიმვის) უნაკერო ფოლადის მილების წარმოების პროცესი
ნამსხვრევების მომზადება → დამუშავება და შეზეთვა → ცივი გლინვა (ხატვა) → თერმული დამუშავება → გასწორება → დასრულება → შემოწმება
ცხელი ნაგლინი უნაკერო ფოლადის მილის წარმოების პროცესის დიაგრამა შემდეგია:
გამოქვეყნების დრო: 2020 წლის 12 ნოემბერი




