Түзсүз болот түтүк – бул тегерек, төрт бурчтуу, тик бурчтуу болот, анын айланасында көңдөй кесилиши жана тигиштери жок. Түзсүз болот түтүктөр куймалардан же катуу даярдамалардан капиллярдык түтүктөргө тешилип, андан кийин ысык прокат, муздак прокат же муздак тартылган түрдө жасалат.
Көңдөй кесилиши бар бириксиз болот түтүк, суюктуктарды ташуу үчүн колдонулган түтүктөр көп, ийилүү жана буроо күчү бир эле учурда, болот түтүк тегерек болот жана башка катуу болот менен салыштырылат. Болот түтүктүн салмагы жеңил, ал болоттун экономикалык кесилишинин бир түрү болуп саналат жана мунай бургулоочу болот каркас сыяктуу структуралык бөлүктөрүн жана механикалык бөлүктөрүн өндүрүүдө кеңири колдонулат.
Түзүлбөгөн болот түтүктөрдү өндүрүү дээрлик 100 жылдык тарыхка ээ. Немис Манисман бир туугандар алгач 1885-жылы эки рулондуу кайчылаш прокаттоочу штанганы ойлоп табышкан, андан кийин 1891-жылы мезгилдүү түтүк прокаттоочу машинаны, ал эми швейцариялык RCStiefel 1903-жылы автоматтык түтүк прокаттоочу машинаны (үстүнкү түтүк прокаттоочу машина деп да аталат) ойлоп табышкан, ал эми үзгүлтүксүз түтүк прокаттоочу машина жана түтүк түртүүчү машина сыяктуу ар кандай узартуу машиналары заманбап түзүлбөгөн болот түтүк өнөр жайын түзө баштаган. 1930-жылдары үч рулондуу түтүк фабрикасы кабыл алынган.
Экструзиялык пресс жана мезгил-мезгили менен муздак прокаттоочу станок болот түтүктөрдүн түрүн жана сапатын жакшыртат. 1960-жылдары үзгүлтүксүз прокаттоочу түтүк станокторунун өркүндөтүлүшүнө байланыштуу үч рулондуу перфоратордун пайда болушу, айрыкча чыңалууну азайтуучу машинаны жана үзгүлтүксүз куюучу заголовокту колдонуунун ийгилиги өндүрүштүн натыйжалуулугун жогорулатып, тигишсиз түтүктөрдүн жана ширетилген түтүктөрдүн атаандаштыкка жөндөмдүүлүгүн жогорулатты.

1970-жылдары тиксиз түтүк жана ширетилген түтүк бири-биринен артта калбай, дүйнөлүк болот түтүк өндүрүшү жылына 5% дан ашык өсүп жатат. 1953-жылдан бери Кытай тиксиз болот түтүк өнөр жайын өнүктүрүүгө чоң маани берип, алгач ар кандай чоң, орто жана кичине түтүктөрдү прокаттоо үчүн өндүрүш системасын түзгөн. Жалпысынан алганда, жез түтүктөрү ошондой эле шлифовкаларды кайчылаш прокаттоо жана тешүү, түтүк фабрикасын прокаттоо жана катушка тартуу процесстерин колдонот.
Колдонможана тигишсиз болот түтүктөрдүн классификациясы
Колдонмо: Түзсүз болот түтүк экономикалык бөлүм болоттун бир түрү болуп саналат, улуттук экономикада абдан маанилүү орунду ээлейт, мунай, химия өнөр жайы, казан, электр станциясы, кеме, машина куруу, автомобиль, авиация, аэрокосмостук, энергетика, геология, курулуш жана аскердик тармактарда кеңири колдонулат.
Классификация:
(1) Кесимдин формасына жараша: тегерек кесилиш түтүк, атайын формадагы кесилиш түтүк болуп бөлүнөт
(2) материалдык жараша: көмүртек болоттон жасалган түтүк, эритме болоттон жасалган түтүк, дат баспас болоттон жасалган түтүк, курама түтүк
(3) Туташуу режимине ылайык: жиптүү туташуу түтүгү, ширетүүчү түтүк
(4) Өндүрүш режимине ылайык: ысык прокаттоо (экструзия, үстүнкү, кеңейтүү) түтүк, муздак прокаттоо (тартуу) түтүк
(5) Колдонулушуна жараша: казан түтүгү, мунай кудугунун түтүгү, түтүк түтүгү, структуралык түтүк, жер семирткич түтүгү.
Түзүлбөгөн болот түтүк өндүрүш процесси
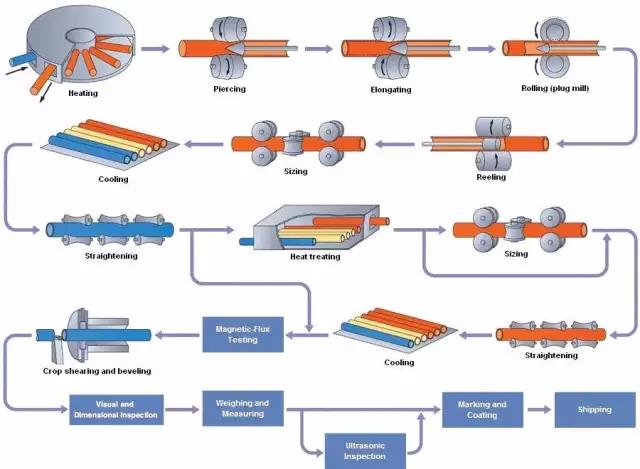
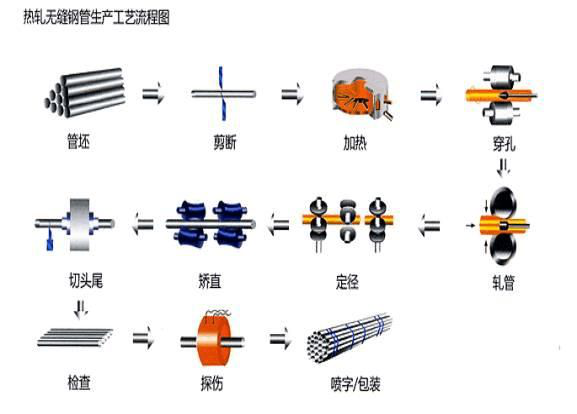
Ысык тоголоктолгон тигишсиз болот түтүктүн негизги өндүрүш процесси (негизги текшерүү процесси):
Түтүктүн запасы даярдоо жана текшерүү → түтүк запасы жылытуу → тешүү → тоголок түтүк → бош түтүктү кайра жылытуу → диаметрди бекитүү (кичирейтүү) → жылуулук менен иштетүү → даяр түтүктү түздөө → бүтүрүү → текшерүү (бузбай турган, физикалык жана химиялык, станциялык текшерүү) → кампада сактоо
(2) Муздак прокаттоо (чоюу) тиксиз болот түтүктөрдү өндүрүү процесси
Дайындаманы даярдоо → туздоо жана майлоо → муздак прокаттоо (чоюу) → жылуулук менен иштетүү → түздөө → бүтүрүү → текшерүү
Ысык жылдырылган тигишсиз болот түтүктүн өндүрүш процессинин схемасы төмөнкүдөй:
Жарыяланган убактысы: 2020-жылдын 12-ноябры




