Бешавна челична цев је округли, квадратни, правоугаони челик са шупљим пресеком и без шавова око њега. Бешавне челичне цеви су направљене од ингота или пуних гредица перфорираних у капиларне цеви, а затим топло ваљаних, хладно ваљаних или хладно вучених.
Бешавне челичне цеви са шупљим профилом, велики број цеви које се користе за пренос флуида, у исто време у чврстоћи на савијање и торзију, упоређујући челичне цеви са округлим челиком и другим чврстим челиком. Челичне цеви су лагане, то је врста економског профила челика, широко се користи у производњи структурних делова и механичких делова, као што су челичне скеле за бушење нафте.
Производња бешавних челичних цеви има историју дугу скоро 100 година. Немачка браћа Манисман су први изумели двоваљни унакрсно ваљајући бушач 1885. године, затим су 1891. године изумели машину за периодично ваљање цеви, а Швајцарац Р.Ц. Штифел је 1903. године изумео аутоматску машину за ваљање цеви (познату и као машина за горње ваљање цеви), а разне машине за продужетке, као што су машина за континуирано ваљање цеви и машина за потискивање цеви, почеле су да формирају модерну индустрију бешавних челичних цеви. Тридесетих година 20. века усвојена је троваљна машина за производњу цеви.
Екструзиона преса и периодична хладна ваљаоница побољшавају разноврсност и квалитет челичних цеви. Шездесетих година прошлог века, захваљујући побољшању континуално ваљаних цеви, појава троваљног бушача, посебно успех примене машина за смањење напона и континуално ливених гредица, побољшала је ефикасност производње и повећала конкурентност бешавних и заварених цеви.

Седамдесетих година прошлог века, бешавне и заварене цеви су пратиле корак једна с другом, а светска производња челичних цеви је расла за више од 5% годишње. Од 1953. године, Кина је придала велики значај развоју индустрије бешавних челичних цеви и у почетку је формирала производни систем за ваљање разних великих, средњих и малих цеви. Генерално, бакарне цеви такође усвајају процес унакрсног ваљања и перфорације гредица, ваљања цеви у ваљцима и извлачења калема.
Применаи класификација бешавних челичних цеви
Примена: Бешавна челична цев је врста економског профила челика, има веома важну улогу у националној економији, широко се користи у нафтној, хемијској индустрији, котловима, електранама, бродовима, производњи машина, аутомобилској, авијској, ваздухопловној, енергетској, геолошкој, грађевинској и војној индустрији.
Класификација:
(1) Према облику пресека подељена на: цев кружног пресека, цев специјалног пресека
(2) према материјалу: цев од угљеничног челика, цев од легираног челика, цев од нерђајућег челика, композитна цев
(3) Према начину повезивања: навојна спојна цев, цев за заваривање
(4) Према начину производње: топло ваљана (екструзија, врх, експанзија) цев, хладно ваљана (вучна) цев
(5) Према употреби: цев за котлове, цев за нафтне бушотине, цев за цевовод, конструкциона цев, цев за ђубриво.
Процес производње бешавних челичних цеви
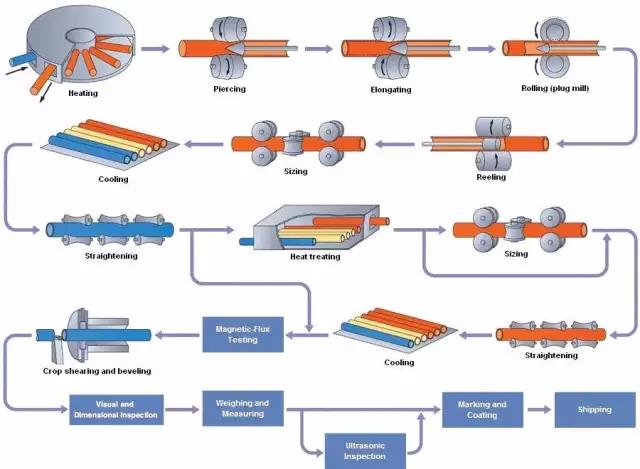
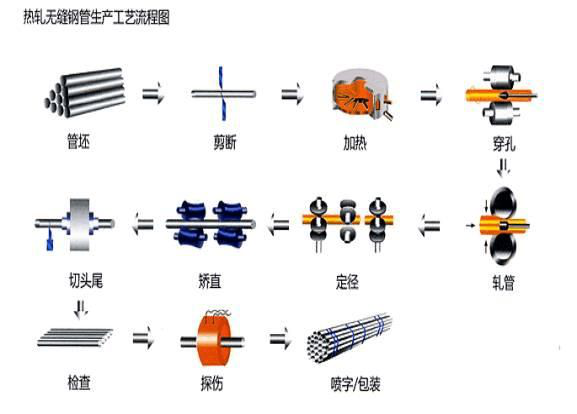
Главни производни процес топло ваљаних бешавних челичних цеви (главни процес инспекције):
Припрема и инспекција цевног обрубка → загревање цевног обрубка → перфорирање → ваљање цеви → поновно загревање празне цеви → фиксирање (смањење) пречника → термичка обрада → исправљање готове цеви → завршна обрада → инспекција (недеструктивна, физичка и хемијска, инспекција станице) → складиштење
(2) Процес производње бешавних челичних цеви хладним ваљањем (цртањем)
Припрема гредица → кисељење и подмазивање → хладно ваљање (цртање) → термичка обрада → исправљање → завршна обрада → инспекција
Дијаграм тока производног процеса топло ваљаних бешавних челичних цеви је следећи:
Време објаве: 12. новембар 2020.




