Бесшовная стальная труба — это круглая, квадратная или прямоугольная стальная деталь с полым сечением и без швов по периметру. Бесшовные стальные трубы изготавливаются из слитков или цельных заготовок, перфорированных в виде капиллярных трубок, а затем подвергнутых горячей, холодной прокатке или холодной вытяжке.
Бесшовные стальные трубы с полым сечением, широко используемые для транспортировки жидкостей, обладают высокой прочностью на изгиб и кручение, что делает их отличным аналогом круглых стальных труб и других сплошных стальных изделий. Они имеют малый вес и являются экономичным видом стальных профилей, широко используемым в производстве конструкционных и механических деталей, например, стальных строительных лесов для буровых установок.
Производство бесшовных стальных труб имеет почти столетнюю историю. Немецкие братья Манисманн впервые изобрели двухвалковый поперечно-прокатный пресс в 1885 году, затем в 1891 году изобрели периодический трубопрокатный стан, а швейцарская компания RCStiefel в 1903 году изобрела автоматический трубопрокатный стан (также известный как стан для верхней прокатки труб), и различные удлинительные станы, такие как стан непрерывной прокатки труб и трубопроталкивающий стан, положили начало формированию современной индустрии бесшовных стальных труб. В 1930-х годах был принят на вооружение трехвалковый трубопрокатный стан.
Экструзионный пресс и прокатный стан периодической холодной прокатки улучшают разнообразие и качество стальных труб. В 1960-х годах, благодаря усовершенствованию прокатного стана непрерывной прокатки труб, появлению трехвалкового пуансона, особенно успешному применению машин для снижения натяжения и непрерывного литья заготовок, повысилась эффективность производства и конкурентоспособность бесшовных и сварных труб.

В 1970-х годах бесшовные и сварные трубы развивались параллельно, а мировое производство стальных труб увеличивалось более чем на 5% в год. С 1953 года Китай уделял большое внимание развитию отрасли бесшовных стальных труб и первоначально сформировал производственную систему для прокатки различных труб большого, среднего и малого диаметра. В целом, для производства медных труб также используются процессы поперечной прокатки и перфорации заготовок, прокатки на трубопрокатном стане и волочения рулонов.
Приложениеи классификация бесшовных стальных труб
Применение: Бесшовные стальные трубы — это экономичный вид профильной стали, занимающий очень важное место в национальной экономике и широко используемый в нефтяной, химической промышленности, котельном производстве, электростанциях, судостроении, машиностроении, автомобилестроении, авиации, аэрокосмической отрасли, энергетике, геологии, строительстве и военной промышленности.
Классификация:
(1) В зависимости от формы сечения подразделяются на: трубу круглого сечения, трубу специального сечения.
(2) в зависимости от материала: труба из углеродистой стали, труба из легированной стали, труба из нержавеющей стали, композитная труба
(3) В зависимости от способа соединения: резьбовое соединение трубы, сварка трубы
(4) В зависимости от способа производства: трубы горячей прокатки (экструзия, верхняя часть, расширение), трубы холодной прокатки (вытягивание).
(5) В зависимости от назначения: трубы для котлов, трубы для нефтяных скважин, трубопроводные трубы, строительные трубы, трубы для удобрений.
Процесс производства бесшовных стальных труб
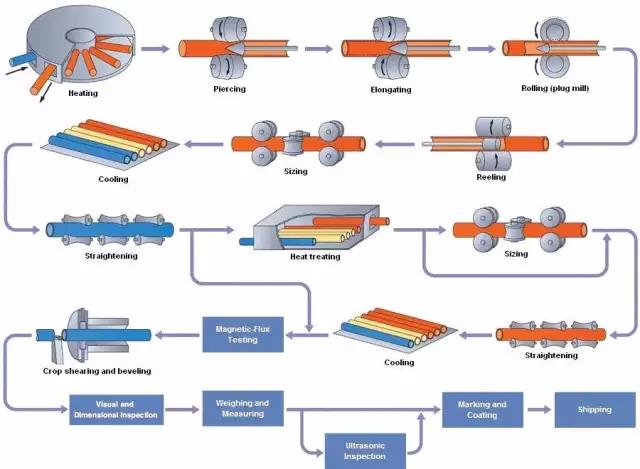
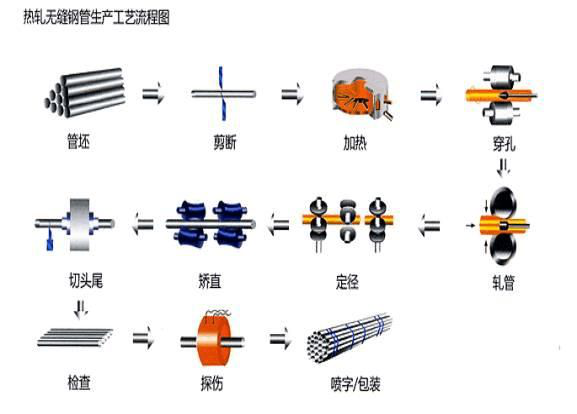
Основной производственный процесс горячекатаных бесшовных стальных труб (основной процесс контроля качества):
Подготовка и контроль трубной заготовки → нагрев трубной заготовки → перфорация → прокатка трубы → повторный нагрев пустой трубы → фиксация (уменьшение) диаметра → термообработка → выпрямление готовой трубы → финишная обработка → контроль (неразрушающий, физико-химический, станционный контроль) → складирование
(2) Процесс производства бесшовных стальных труб методом холодной прокатки (волочения).
Подготовка заготовки → травление и смазка → холодная прокатка (волочение) → термообработка → правление → чистовая обработка → контроль качества
Технологическая схема производства горячекатаных бесшовных стальных труб представлена ниже:
Дата публикации: 12 ноября 2020 г.




